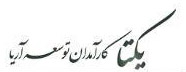
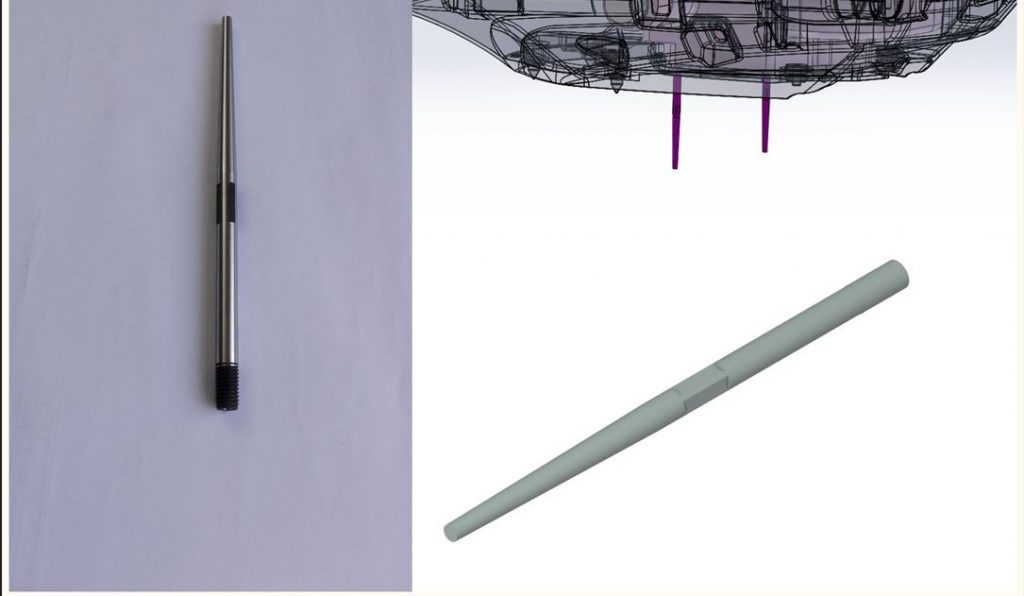
هنگام مونتاژ موتور احتراق داخلی، جهت جا زدن پیستون و شاتون، میلنگ بایستی تحت کنترل چرخانده شود تا تحت کنترل فرایند قابل انجام باشد، جنس CK45 به همراه عملیات حرارتی، اسپارک داخل، سنگ زنی و سیاه کاری
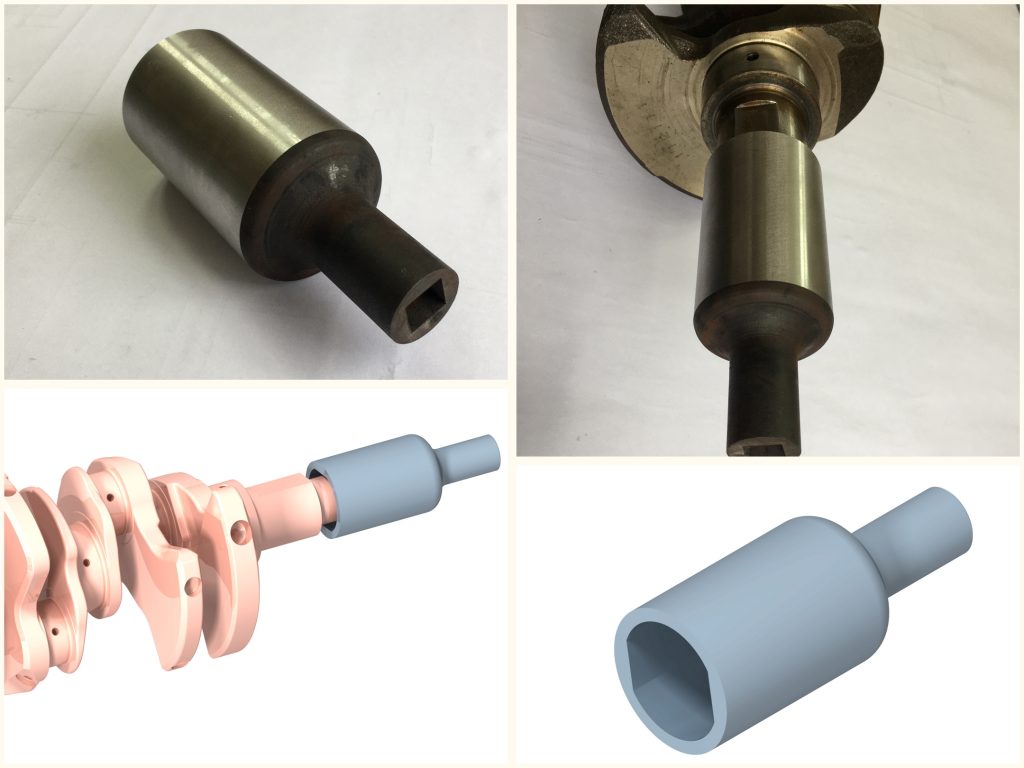
سوکت زاویه:
برای گشتاور زنی برخی پیچها، طبق دستورالعمل ، پس از سفتی گل پیچ، یک زاویه 90، 180، یا 270 درجه چرخش اضافی لازم است. بدین منظور رابط استاندارد Force را در زوایای مزبور با وایرکات نشانه دار و سپس رنگ دار کردیم.
ابزار مخصوص های فرایندی، همانطور که از نام آنها پیداست جهت تسهیل فعالیتهای خط تولید طراحی و ساخته میشوند.
در یکی از پروژه های خود، بنا به درخواست کارفرما تعدادی ابزار مخصوص طراحی و تولید نمودیم .
مهمترین اصل در چنین محصولی سادگی کاربرد برای اپراتور غیر ماهر و همینطور رعایت اصول خطا ناپذیری ( پوکا یوکه) می باشد.
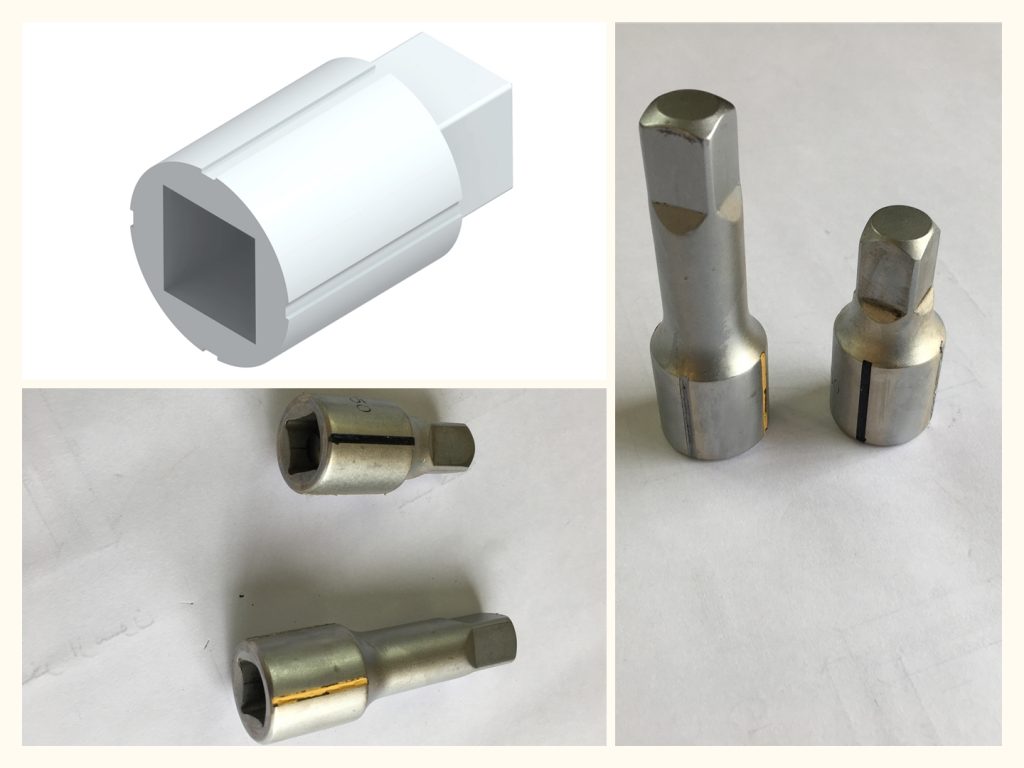
آچار ساق بلند جا زنی پیستون و شاتون:
چار شمع موجود در بازار استفاده شد و سره قابل تعویض برای آن طراحی و ساخته شد.
درن جا زدن کاسه نمد:
کاسه نمدها شفت های دور بالا بدلیل حساسیت بهتر است با ابزار مخصوص جا زده و یا در آورده شوند. ابزار استاندارد برای برخی سایز های کاسه نمد وجود دارد اما برای یک سایز خاص مجبور به طراحی و ساخت شدیم.
درن جازدن گیربکس:
هنگام جازدن گیربکس روی موتور ، در برخی مدل ها، خطر آسیب دیدن کوپلینگ واسط وجود دارد، لذا با استفاده از یک زوج قطعه موقتی بنام درن ریسک مزبور از بین می رود. بدلیل ریسک شکستن قطعه، سخت کاری این قطعه سطحی انجام پذیرفت.